


新闻中心
新闻资讯
最新资讯
设备管理每周一课(皮带接头的制作方法及硫化搭接长度)
发布时间:2025-07-23
一、常用皮带接头制作及应用类型如下:
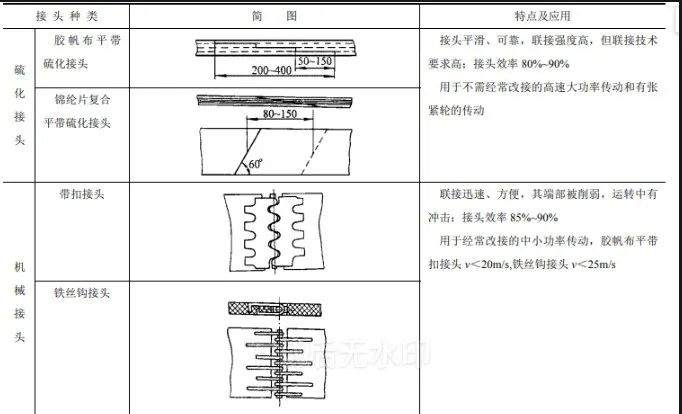
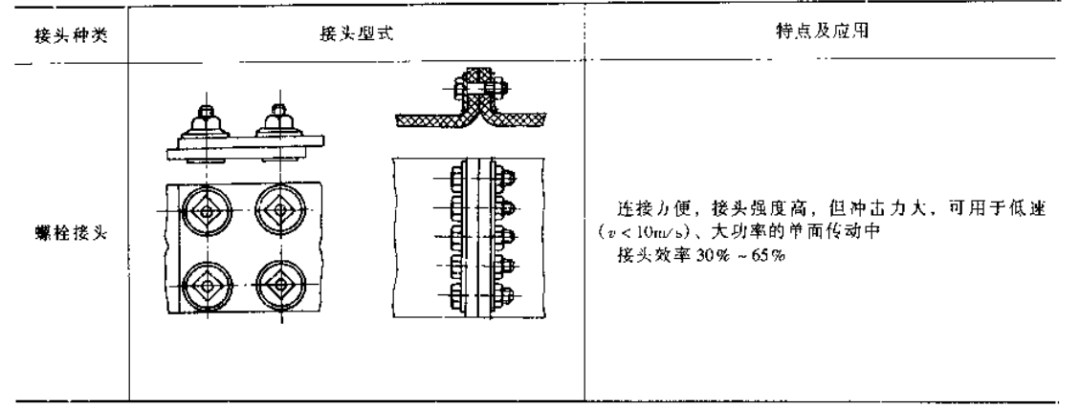
二、运输皮带接头硫化方法,钢丝芯皮带特别注意:在钢铁冶金、矿山,涉及到矿石、焦炭、烧结等运输。这类大型的运输皮带接头制作方法要点如下:
1、硫化前准备
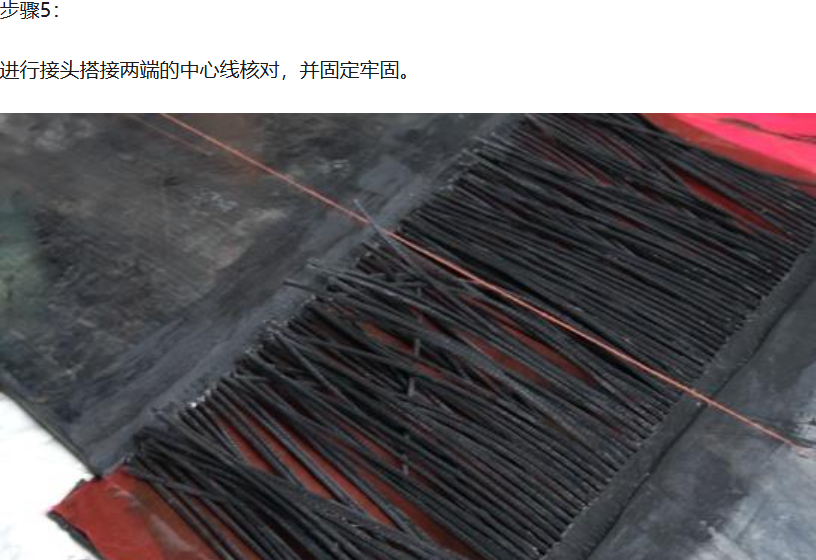
检查硫化机、打磨机等设备性能,确保加热板温差≤±3℃,水压系统能稳定供 1.5 - 2.0MPa 压力。准备对应胶料,普通带用天然或丁苯橡胶,耐热带选硅橡胶等耐高温胶。在输送带上标记接头中心线,切割断面垂直;分层剥离接头成阶梯状,每层宽约 150mm,打磨清洁后避免污染。钢丝芯需剥离橡胶层,清洗后保留少量橡胶包裹钢丝。
2、硫化操作要点
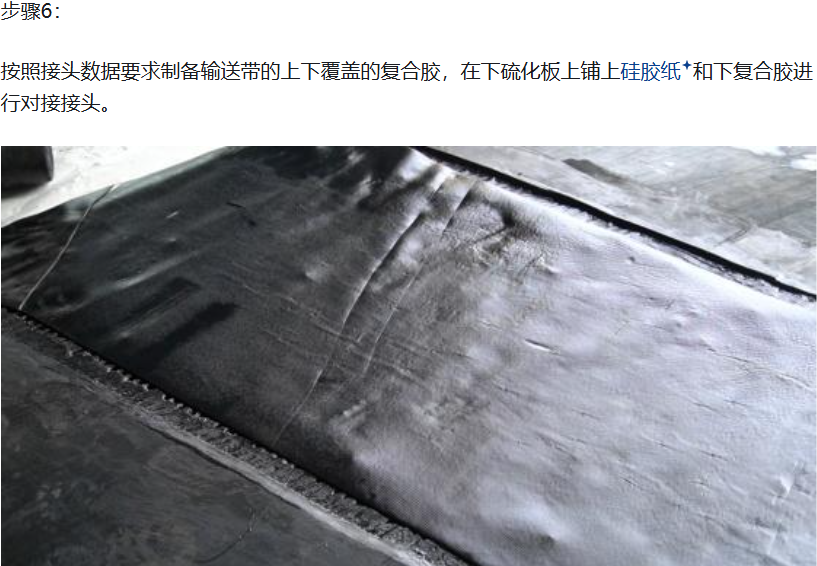
普通带硫化温度 140 - 150℃,耐热带 150 - 160℃;升温速率控制在 1 - 3℃/min,80℃左右开始加压至设定值。按设计交错对接钢丝绳,填充胶料并压实,覆盖未硫化面胶。硫化时间普通带 30 - 60 分钟,耐热带 45 - 90 分钟,硫化完成后在保压下冷却至 60℃以下再卸压。
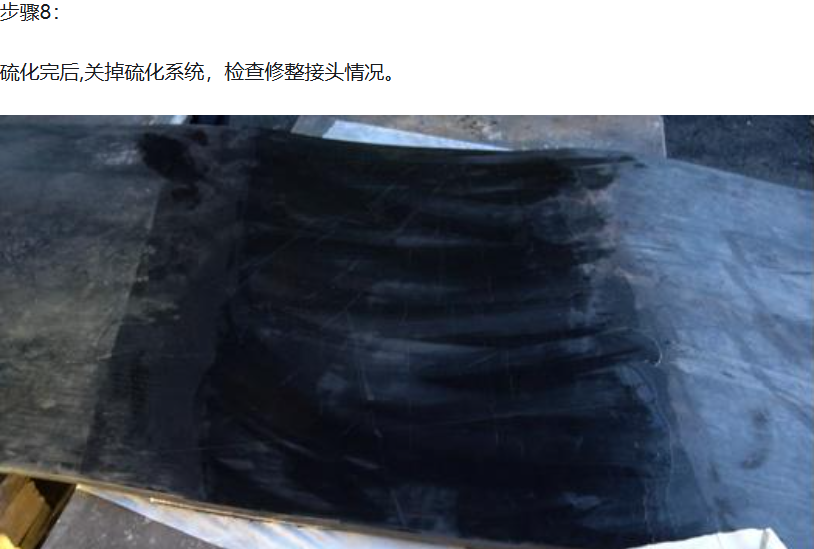
3、硫化后检查
观察接头表面平整无气泡、缺胶;测量尺寸误差符合要求,钢丝排列整齐。进行拉伸、剥离强度测试,强度应达原带 85%、80% 以上;必要时用超声波检测内部缺陷,及时处理异常。
三、皮带接头搭接长度
钢丝通接头、大型运输皮带及内衬钢丝的皮带接头搭接长度没有一个固定值,会因皮带类型、规格及接头方式等因素而不同,以下是一些常见的标准和参考数据:
1、普通运输皮带冷胶接口时,皮带搭接长度一般为皮带宽度的 1-1.2 倍。例如,B500 皮带机搭接长度为 500-600mm;B650 皮带机搭接长度为 600-750mm;B800 皮带机搭接长度为 750-900mm;B1000 皮带机搭接长度为 1050-1200mm。2、钢丝绳芯输送带采用硫化接头时,搭接长度与皮带强度规格有关。如 ST630-ST800 强度规格的一阶接头,最小阶梯长度为 450-500mm,接头长度为 750-800mm;而 ST3500-ST4500 强度规格的三阶接头,最小阶梯长度为 950-1100mm,接头长度为 3250-3700mm。3、整芯塑料输送带塑化法连接时,在带宽较宽时搭接长度取 300mm,在带宽为 650mm、500mm 时取 500mm。具体的搭接长度还可参照胶带厂家提供的技术参数,不同厂家的产品可能存在差异。





新闻资讯
 设备管理每周一课(皮带输送机逆止器及其维护要领)
设备管理每周一课(皮带输送机逆止器及其维护要领)
2025-07-28
2025-07-23
2025-07-21
2025-07-18

关注我们